
CPK – CMK Nedir? İstatistiksel Proses Kontrol
Cpk ve Cmk nedir? Cpk ile Cmk istatistiksel proses kontrol içeresinde bir yöntemdir ve ileri seviye İstatistiksel proses kontrol yeteneği kazanmış işletmelerde.
Cpk ve Cmk
Cpk ile Cmk istatistiksel proses kontrol içeresinde bir yöntemdir ve ileri seviye İstatistiksel proses kontrol yeteneği kazanmış işletmelerde şiddetle kullanılması tavsiye edilir. Cpk ve Cmk Analizi prosesteki doğal varyasyonun ölçümünü içerir. Prosesteki varyasyonun bir fonksiyonudur ve prosesteki altı standart sapma yayılımı olarak tanımlanabilir.
Proses varyasyonu ve Spesifikasyonları karşılaştırmak için kullanılan iki indeks, Cp, Cm ve Cpk, Cmk değerleridir. Proses yeteneği bir prosesin sağlayabildiği en az kalite değişkenliğidir. Proses yeteneği; makine, ekipman metot, insan ve çevre faktörlerine bağlıdır.
Üretimde mevcut spesifikasyon limitlerine göre proseslere uygulanan istatistiksel proses kontrol işleminde prosesin değişkenliğini göstermek, kalite, verim ve performansını arttırmak ve prosesin yeterliliğini anlamak için proses yeterlilik katsayıları tanımlanmıştır.
Cp, Cm ; prosesin yayılımını kontrol eder
Cpk, Cmk ; prosesin hem yayılımını hem de ortalamanın hedeflerden sapmasını kontrol eder.
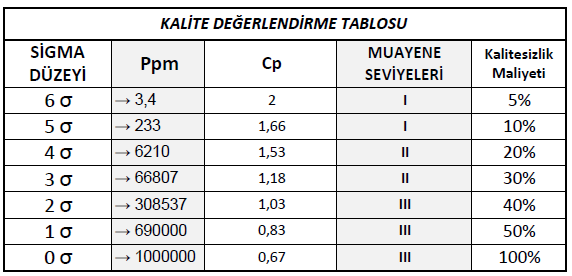
Bu değer 1 den küçükse proses yetersizdir.
Bu değer 1 ile 1,33 arasında ise prosesin geliştirilmeye ihtiyacı vardır.
Bu değer 1,33 ve daha büyükse proses yeterlidir.
Gelişmiş sektörlerde bu değerin zaman zaman 1,67 olmasını talep eden Müşteriler vardır.
Platformumuza Abone Olmayı unutmayın!

Bur’da tabi ki eğer Cmk Yapıyorsanız tablodaki durumu Cm ve Cmk olarak düşünmeniz gerekmektedir. Aslında sürekli iyileştirme çerçevesinde prosesler bu sayede değer 1,67 üzerine çıkana kadar sürekli iyileştirilerek yenilenir.
Bu süreç tekrarı Poka Yoka, Mastarlı üretim veya üretim aşamalarında mastar ile kontrol sistemine kadar devam eder ve genel olarak ondan sonra ihtiyaç duyulmaz. her durumda da oto kontrol sistemleri en güzel yöntemlerdir.
İstatistiksel Proses Kontrolünün (SPC) Temelleri
İstatistiksel proses kontrolü Üretim proseslerini iyileştirmek için en yaygın olarak kullanılan yöntemlerden biri istatistiksel proses kontrolüdür, “İstatistiksel Proses Kontrolü (SPC)”. Proseslerin saçılma davranışını kaydetmek ve değerlendirmek için kullanılır ve böylece ıskartaların, yeniden işlemenin ve kusurlu ürünlerin sınırlandırılmasına önemli katkı sağlar.
Reddedilenler, spesifikasyonları karşılamadıkları için daha fazla kullanılamayacak ürünler veya ara ürünlerdir. Reddedilenlerdeki kusurlar genellikle tasarım hataları, malzeme kusurları, nakliye ve depolama hatalarından, ancak hepsinden önemlisi işlemedeki hatalardan kaynaklanır. Hurda yoluyla, kullanılan malzeme maliyetleri değil, aynı zamanda yardımcı malzemeler, enerji, aşınan parçalar vb. tüm ilgili maliyetler dahil olmak üzere kullanılan makineler ve makine operatörü maliyetleri de kaybolur. Bu nedenle, bir iş sürecinin izin verilen Limitlerin altına düşülmeyecek şekilde gerçekleştirilir, aksi takdirde retler olacaktır.
Yeniden işleme, bir üründeki her türlü kusuru (hatalar veya düşük kalite) ortadan kaldırmaya hizmet eden bir üretim sürecinden sonra veya sırasındaki tüm faaliyetler anlamına gelir. Yeniden işleme planlanmamıştır, bu nedenle ek maliyetler oluşturur.
Bunlar kusursuz bir üretim sürecinde olmaması gereken planlanmamış düzeltici eylemlerdir. Yeniden işlemenin nedenleri tasarım hataları, malzeme kusurları, nakliye ve depolama hataları olabilir, ancak çoğu zaman işleme hataları olabilir. Tipik bir neden, üretim sırasında hedef boyutların aşılması veya altına düşmesidir.
Hurda tartımı ve yeniden işleme Hedef boyutlardan bir sapmayı düzeltmek artık mümkün değilse (veya bu çok pahalı olacaksa), hurda oluşur; bir düzeltme mümkün ve ekonomik ise, yeniden işleme gerekir.
İnsanın olduğu yerde gelişme var ise, başarısız olma ihtimalide vardır!

Maneger – I want to be like a pro
After years of Professional Studies, he decided to share his knowledge for those who want to be Professional