
CPK und CMK bewertungsfaktoren für Spc-messungen
Cpk und Cmk verwenden beim SPC-Messungen. Die bewertungs faktoren mit werden Cpk ✚ Cmk in SPC in zwei unterteilt. AQL ist ihre anfangsphase.
Verwendung von Cpk und Cmk bei SPC-Messungen
In SPC werden Cpk und Cmk in zwei Richtungen unterteilt. Von diesen wird Cpk für sequentielle Prüfungen und Cmk für Stapelmessungen verwendet. Ja, ich weiß, auch wenn ihre Namen nichts mit den von mir erwähnten Themen zu tun haben, sind das die richtigen Ausdrücke. In beiden Fällen misst es tatsächlich die Prozessangemessenheit sowie die Maschinenkompetenz.
Im Internet finden Sie viele Formeln zu SPC im Allgemeinen. Diese sind total verwirrend und die meisten von ihnen sind nutzlos. Tatsächlich handelt es sich im Grunde genommen um eine Formulierung der ungefähren empirischen Koeffizienten von Carl Friedrich Gauß, die auf Wahrscheinlichkeitsgleichungen basieren. Es ist etwas komplex, aber verwirrend. Daher informiere ich Sie stattdessen über die Verwendung und Auswertung der beigefügten Formulare.
CPK
CPK-Messung
Während Cpk für Messungen in der sequentiellen Produktion verwendet wird, wird der Durchfluss während des Prozesses ständig überwacht.
Wenn wir diese sequentiellen Produktionen exemplarisch darstellen müssten:
CNC-Drehmaschine, CNC-Fräsen, Exzenterteilefertigung, …
Wie Sie sehen, wird dieses Verfahren bei allen nacheinander produzierten Einzelstücken angewendet. Messungen werden an jeweils einer Messung durchgeführt. Natürlich können Sie die Proben nummerieren und extern messen und auswerten, aber das nützt nichts und Sie werden es nur zum Messen tun.
Ziel ist es hier, in die Situation einzugreifen, bevor es zu einem Problem oder einer fehlerhaften Produktion kommt. Die Cpk-Prozesskontrolle erfolgt aktiv während der Produktion. Mit anderen Worten, wenn Sie den sequentiellen Prozess verpassen, ist er nutzlos und Sie müssen von vorne beg
innen. Während dieses Prozesses können Sie die Angemessenheit der Maschine, die Angemessenheit der für den Prozess erforderlichen Ausrüstung und sogar die Angemessenheit des Personals messen und gleichzeitig die Möglichkeit haben, sofort einzugreifen. Vorausgesetzt natürlich, Sie treffen Ihre Einschätzungen richtig.
Sie können das Cpk-Formular über diesen Link herunterladen.
Lassen Sie uns die Teilefertigung in einer CNC-Fertigung simulieren:
Nehmen wir unsere Messung als 20 +/- 0,2 mm und schreiben Sie die Messungen während der Produktion unten,

Cpk-Bereichsdiagramm
Lassen Sie uns beim Schreiben aufeinanderfolgende Messungen in Pfeilrichtung in mindestens 2 Stück und höchstens 5 Stück für jede Periode aufzeichnen. Der Grund dafür ist, Unsicherheiten so weit wie möglich zu beseitigen und die Unterschiede zu sehen und zu bewerten, die in der sequentiellen Produktion auftreten. In diesem Fall gibt uns die Formel einfach den Messmittelwert und den Messbereich zwischen den Teilen. Das Ergebnis ist die folgende Grafik:

Wenn wir uns die R-Durchschnittsintervalle (Differenz zwischen Messungen) ansehen, erscheint kein stabiles Diagramm. Unter normalen Bedingungen ist es wünschenswert, dass das Intervall minimal ist und eine stabile Grafik angezeigt wird.
Wenn wir uns die Variabilität und insbesondere die Spitzenpunkte in der Grafik ansehen, müssen Sie möglicherweise eingreifen, indem Sie kommentieren, dass sich das Spannfutter biegt, weil es das Teil nicht vollständig festzieht, da während der Bearbeitung zu viel Druck ausgeübt wird. Es hängt alles davon ab, wie gut Sie den Prozess und Ihre Maschine kennen.
Obere kritische Grenze und untere kritische Grenze bei Cpk-Messungen
Mit der Summe dieser Werte bilden die Formeln für Sie untere und obere Eingriffsgrenzen (obere kritische Grenze und untere kritische Grenze). Dies sind jedoch nur Sicherheitsgrenzen, und wenn der Eingriff erfolgt, wenn Sie diese Linien überschreiten, werden Sie fehlerfrei produzieren, aber Ihre wirkliche Grenze sind natürlich Ihre unteren und oberen Toleranzen.
Wenn Sie versuchen, diese Grenzwerte vollständig einzuhalten, greifen Sie unnötig in den Prozess und die Maschine ein und erhöhen unverständlich die Kosten, indem Sie beispielsweise sehr oft das Werkzeug wechseln oder ständig die Maschine anhalten und Einstellungen vornehmen, was ist im Hinblick auf die Effizienz bei OEE-Berechnungen sehr unerwünscht.
Obere kritische Grenze und untere kritische Grenze bei Cpk-Messungen
Wenn Sie dieses Diagramm nehmen und es von der Seite und vertikal betrachten, sehen Sie das Ergebnis der Glockenkurve:

Natürlich können Sie diese Grafik gemäß der Tabelle auf der Cpk / Cmk-Auswertungsseite erstellen.
Als Ergebnis erhalten Sie Ergebnisse, die Ihnen die Arbeit erleichtern und Ihre Auswertung genauer machen. Das Formular erleichtert Ihnen die Arbeit auf höchster Ebene.

CMK
CMK-Messung
Cmk-Messungen sind im Gegensatz zu Cpk-Messungen alles andere als sequentiell. Cmk-Messungen werden im Allgemeinen bei Mehrfachproduktionen verwendet, z. B. bei Teilen, die aus Kunststoffformen kommen, oder Produkten von einem Lieferanten, dessen Produkt akzeptiert wurde, oder Losen, die produziert wurden, und Sie müssen schnell messen und entscheiden. Cmk wird für Massenmessungen verwendet. So können Sie bei zu vielen Produktstapeln durch bestimmte Messungen die richtigen Entscheidungen treffen.
Sie können das Cmk-Formular von diesem Link herunterladen.
Wenn wir mit dem obigen Beispiel fortfahren, nehmen wir an, Sie haben Cpk nicht gemessen und es fand eine kontinuierliche Produktion statt. Die Produktion ist abgeschlossen und Sie müssen messen. Somit in diesem Fall müssen Sie anhand des Vorzeichens auf der Aql-Seite bestimmen, wie viele Proben Sie messen müssen. Anschließend speichern Sie die Messwerte sequentiell in Pfeilrichtung ab.

CMK Datenbewerung
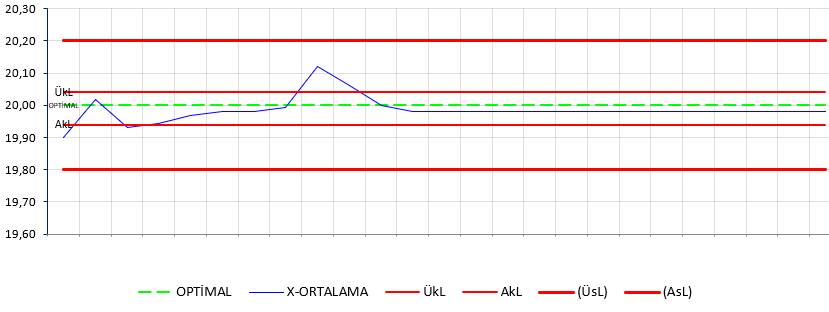
Die Daten, die Sie hier eingeben, geben Ihnen eine ungefähre Rückstandsverteilung, und wie Sie in der Grafik unten sehen können, bewegen sich einige Teile vom optimalen Wert weg. In diesem Fall können wir auf instabile Situationen in Ihrer Produktion schließen.

Wie in der folgenden Grafik zu sehen ist, verteilen sich die Messwerte über einen weiten Bereich. Der reale Mittelwert hat sich gegenüber dem optimalen Mittelwert leicht nach rechts verschoben. Das Problem, das in diesem Diagramm nicht berücksichtigt werden sollte, ist, wie steil die schwarze Linie ist. Je steiler die schwarze Linie, desto stabiler der Stack.

Als Ergebnis der Berechnungen wurde die Bell- oder Gaußsche Kurve wie in der folgenden Grafik gebildet. Wie in der Kurve zu sehen ist, besteht die Möglichkeit, dass einige Teile außerhalb der oberen Toleranz liegen.

Die grafische Auswertung nehmen Sie gemäß der Tabelle auf der Seite Cpk / Cmk-Auswertung vor. Anschließend ergeben sich für Sie folgende Auswertungsmöglichkeiten:
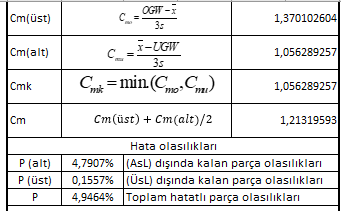
Gemäß der durchgeführten Berechnung befinden sich in Ihren Teilen Teile, die um ca. 4 % außerhalb der oberen Toleranz liegen.
Natürlich erfordert die Nutzung und Auswertung dieser Formulare etwas Erfahrung. Sie können dies nur mit viel Übung erreichen und meistern. Sie haben vielleicht erkannt, dass es nichts zu befürchten oder zu verherrlichen gibt, wie sich herausstellt. Mithin bei der Anwendung all dieser Punkte sollten Sie jedoch bedenken, dass dies alles probabilistische Berechnungen sind und Sie immer davon ausgehen sollten, dass die Genauigkeit nur etwa 95 % beträgt.
CMK Bewerten
Wenn Sie zufällig ein Teil erhalten, haben sie das Teil möglicherweise zufällig mit einer großen Auswahl gekauft oder produziert, solten sie so viel wie möglich mit Poke Yoka zu produzieren versuchen oder zu messen Damit wenn wir diese Möglichkeiten nicht haben, sollten die Bediener dafür sorgen, dass jedes Stück, das sie produzieren, ständig gemessen wird. Nur so können Sie eine stabile und stabile Produktion produzieren.
Wir freuen uns auf Ihre Kommentare zur Bewertung unseres Artikels;
Wenn es Entwicklung gibt, wo Menschen sind, gibt es auch die Möglichkeit des Scheiterns!
[wp-rss-aggregator]
Hier können Sie unsere anderen Seiten besuchen

Maneger – I want to be like a pro
After years of Professional Studies, he decided to share his knowledge for those who want to be Professional